SZÁLLÍTÓSZALAG PROFILOZÁS
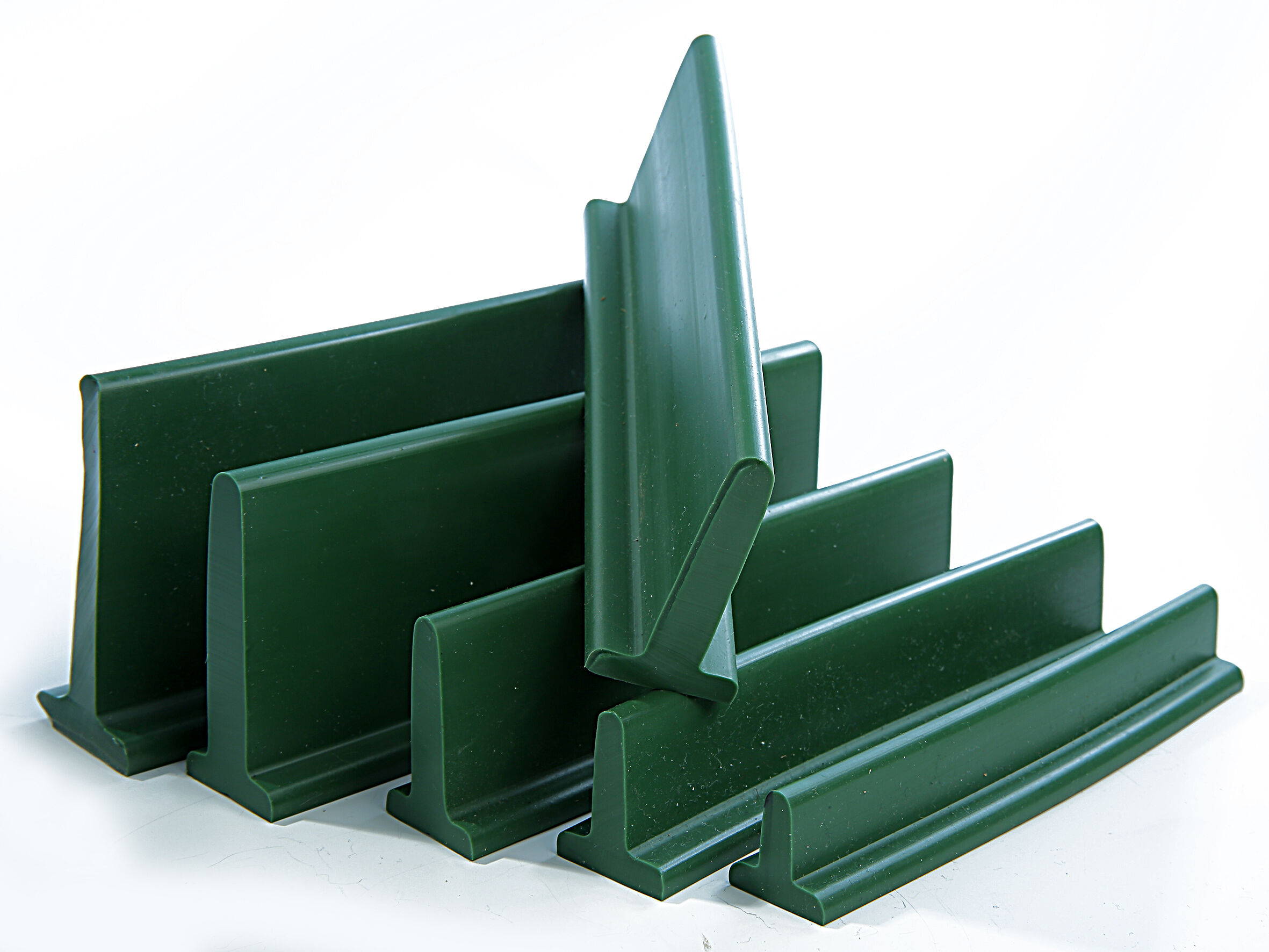
A műhelyünkben gyártott szállítószalagok jelentős részért különböző profilok felhegesztésével tesszük egyedivé. Ezeket a profilokat hatalmas szín és forma választékból lehet kiválasztani. Mindegyiknek meg van a feladata, hogy milyen célra alkalmazható a legjobban.
Először tekintsük meg a PVC hegesztés egy másik fajtáját, a meleg levegőset.
Ezt a módot nagyon rég óta használják már szállítószalagok gyártásánál profilozáshoz. Azaz előnye többet között, hogy:
- Nincs szükség hozzá erős áramra,
- Hegesztés közben a szalag nem tud besülni,
- A szükséges eszközök és berendezések elérhetőbb áron vannak,
A hátrányai a következők:
- Hegesztés közben füst keletkezik, amit el kell szívni,
- Hulladék keletkezik a gyártás során, amelyet tárolni majd megsemmisíteni kell,
- Sokkal nagyobb odafigyelést és szem-kéz koordinációt igényel,
- Íves lapát hegesztésénél esztétikailag kifogásolható a végeredmény, de ez nem befolyásolja a heveder funkcionalitását,
- Szőlőkombájn heveder felújítása esetén a felső vezetőprofikat is le kell fejteni a lapátok cseréje miatt, ez többlet költséggel és több munkával jár,
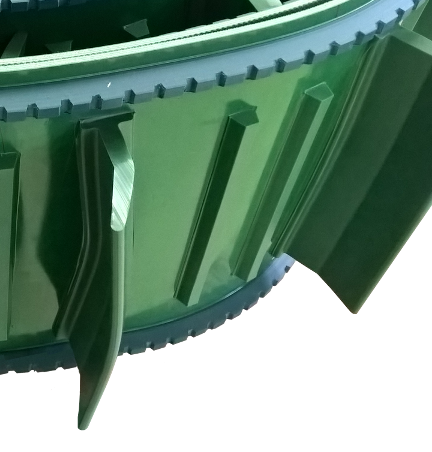
- Íves lapát hegesztésnél nem szép szív ívben hajlik meg a lapát, amely az alábbi képen látható
A nagy frekvenciás hegesztés gyorsasága és automatizálhatósága miatt előszeretettel használjak az ipar különböző részein, ezért számos iparban el van terjedve:
- Táska, bőrönd gyártás,
- Játékok,
- Cipők gyártása,
- Rétegelt fóliák hegesztése,
- Műszaki és gyógyászati termékek gyártása,
- Vízhatlan felsőruházat, védőruhák, napernyők gyártása,
- Albumok, mappák dombornyomású feliratozása

Ennek a hegesztési módnak az előnyei a következők:
- Gyors,
- A hegesztés során nem keletkezik füst,
- A próba hegesztéstől eltekintve nem keletkezik hulladék a gyártás során,
- Heveder javításkor nem szükséges lefejteni a felső vezetőprofilokat, közé lehet hegeszteni vele a régi lapátok helyére az újat,
- Kisebb költséggel és kevesebb munkával lehet felújítani a szőlőkombájn szalagokat,
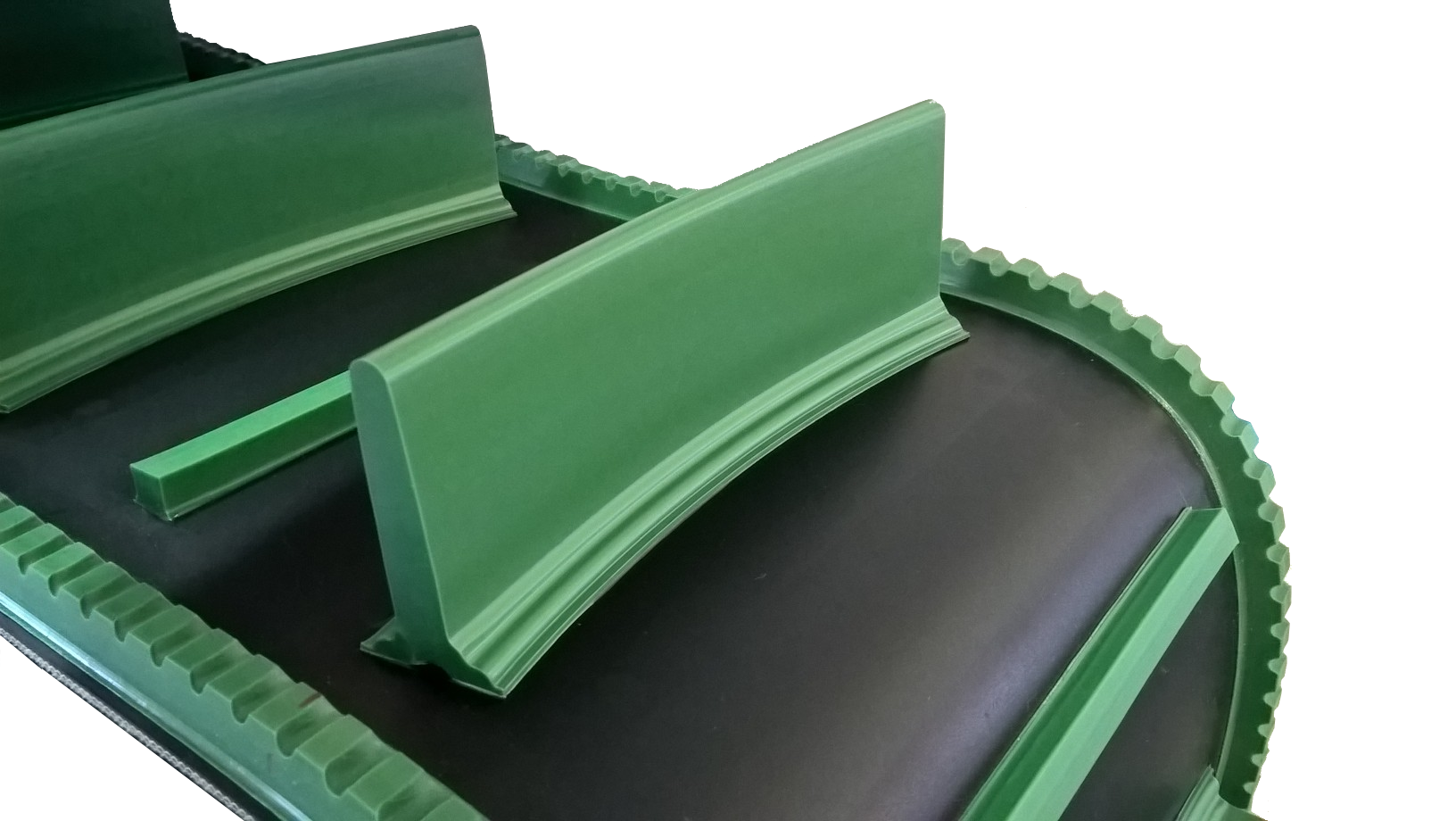
- Íves lapát hegesztésnél a szerszám miatt gyönyörű íve van a lapátnak, amelyet az alábbi képen láthat:
Mint a meleg levegős hegesztésnek, természetesen ennek a módszernek is vannak hátrányai:
- Szerszámköltségek magasak,
- Szinte minden profilhoz másik szerszám kell,
- Méretbeli korlátok vannak a technológia sajátosságai miatt,
- Hegesztés közben történhet ún. besülés, amit valamilyen szennyeződés okoz, és ez jelentős károkat tud okozni a hevederben, ha nem fogják meg időben,
- A gyártásban résztvevő anyagoknak nagyon tisztának kell lenniük, fémpor vagy szemcse még véletlenül sem lehet rajtuk,
Ezeket a szempontok figyelembe véve, egyértelmű, hogy mint mindennek, ennek a két módszernek is megvannak a maga előnyei és hátrányai. Nagy volumennél a nagy frekvenciás hegesztés a kifizetődő, nagyon rövid, valamint nagyon széles hevederek gyártása esetén a meleg levegős technológia élvez előnyt.
A jövőben valószínűleg ugyanúgy, mint most, mind a két módszert egyszerre fogják használni a szállítószalag gyártók, mert egy technológia mellett nem éri meg elkötelezni magunkat. Megfelelő tervezéssel és a szükséges szerszámokkal maximálisan kihasználhatóak a két gyártási módnak az előnyei.
